¡Descarga listado de partes Bomba KSB WKL y más Guías, Proyectos, Investigaciones en PDF de Mecánica solo en Docsity!
Instrucciones de Servicio
Nº A1770.8S/2 KSB WKL
1. Aplicación
La bomba KSB Multietapas WKL es adecuada para estaciones de suministro de agua, instalaciones de riego, alimentación de calderas, bombeo de condensados, circulación de agua fria o caliente y lucha contra incendio.
2. Descripción
Horizontal, de uno o más escalonamientos, con las carcasas de succión, descarga y de escalonamientos partidas verticalmente. Las carcasas son selladas entre si por medio de juntas planas y unidas externamente por medio de tornillos de unión. Los pies de la bomba están fundidos a la parte inferior de las carcasas de succión y de descarga respectivamente.
3. Denominación
KSB WKL 100 / 7
Marca
Modelo
Diámetro nominal de la Boca de Descarga (mm)
Escalonamientos
4. Datos de la Operación
Tamaños - DN 32 hasta 150
Caudal - hasta 500 m 3 /h
Elevación - hasta 300 m
Temperatura - hasta 140ºC
Velocidad de giro - hasta 3.500 rpm
Bomba Centrífuga de Alta Presión
Línea : Multietapas
Sample
Batch PDF Merger
5. Introducción
KSB le está entregando un equipo proyectado y fabricado de acuerdo con más avanzada tecnologia disponible en este campo. Gracias a su contrucción simple y robusta precisará poco mantenimiento. Buscando proporcionarles a nuestros clientes el uso satisfactorio y el menor número posible de problemas en la operacón de nuestra bomba, recomendamos que ella sea montada y mantenida siguiendo estrictamente las instrucciones de este manual. Este manual tiene como objetivo informar al usuario sobre la construcción y el funcionamento de la bomba en lo que se refiere a su manoseo y mantenimiento adecuados. Recomendamos que este manual de instrucciones de servicio sea entregado al encargado del mantenimiento. La bomba deberá ser usada de acuerdo con las condiciones de servicio especificadas en su selección, cuanto al caudal, altura manométrica total, velocidad de giro, voltaje y frecuencia de la alimentación, temperatura ambiente y del liquido a ser bombeado.
Fig. 1
Chapa de Identificación
Al consultar sobre este producto o en los pedidos de piezas de repuesto, se deberá indicar el tipo de bomba y el número de la Orden de Fabricación. Esta información se obtiene en la chapa de identificación que acompaña cada bomba. En caso de haberse extraviado la chapa de identificación, el nº de Orden de Fabricación se acuentra grabado en bajorrelieve en la brida de aspiración y el diámetro del rodete se puede encontrar en la brida de descarga, en el caso de bombas que poseen bridas.
Atención:
Este manual contiene instrucciones y avisos importantes. Su lectura atenta es obligatória antes del montaje, de la conexión eléctrica, de la puesta en marcha y del mantenimiento.
6. Indice
Denominação Capítulo Denominação Capítulo
Aplicación Descripción Denominación Datos de la operación Introducción Indice Disposición general de la instalación de bomba
Montaje Puesta en servicio y parada Vigilancia durante el servicio y cuidados Desmontaje y montaje Causas de averias y su eliminación Conservación de la bomba Piezas de recambio
Lugar para el nº de la Ordem de Fabricación
Lugar para dados de la Unidad Fabricante
Lugar para Descripción del Tipo
7.2. Colocación de las tuberías
7.2.1. Tubería de succiony de carga
El funcionamiento de una bomba solamente podr’’a ser perfecto, si la tubería de succión está colocada correctamente. Para ello há de ir ascendiendo en dirección a la bomba, há de ser absolutamente estanca, y su trazado há de proyectarse de forma que en ningún punto de ella puedan formase bolsas de aire. El diámetro de la boca de succión de la bomba no esobligatorio para el diámetro nominal de la tubería de aspiración. Dependerá entre otras cosas de la velocidad de la corriente. Esta no podrá ser superior a 2 m/s en la tubería de succión. Es fundamental que cada bomba tenga su tubería de succión independiente. Cuando por motivos especiales esto no fuera posible, es necesario que la tubería de succión común quede dimensionada para velocidades lo más pequeñas posibles, debiendo dejarse además el diámetro nominal, igual hasta la última bomba. Hay que evitar los codos proninciados, asi como los codos pronunciados, así como los cambios bruscos de diámetro y de dirección. Igualmente há de ponerse atención en que las juntas colocadas entre las bridas no sobresalgan hacia adentro. La tuberías de succión colocadas debajo de la superficie del suelo, deberán someterse a una presión de 3-4 atm. antes de taparlas. Para las propriedades y colocación de la tubería de carga han de tenerse en cuenta los mismos puntos de vista que para la tubería de succión. Los tubos de colocación horizontal sin embargo, deberán disponerse de forma que exista una leve pendiente hacia el depósito de carga. Cuando sean inevitables puntos culminantes dentro de la tubería de carga, es necesario montar en cada uno de estos puntos una llave para la aireación. Lo mismo las tuberías de succión que las de carga han de ser siempre lo más cortas posibles. Al efectuar el montaje de las tuberías hay que poner especial atención, en que no se transmitan desde ellas tensiones sobre la bomba. Las tuberías y depósitos de carga deberán limpiarse y lavarse concienzudamente antes de la primera puesta en servicio de la primera puesta en servicio de la instalación. Desde luego que las bolitas de soldadura, cascarillas y suciedades similares, con frecuencia no se sueltan hasta después de algún tiempo. Para evitar la entrada de estos cuerpos extraños, es necesario montar un colador dentro de la tubería de carga. Su sección libre deberá ser aprox. de 3. a 4 veces la sección de la tubería, al objeto de que, cuando entra algún cuerpo extraño, no se produzcan resistencias excesivas. Los colocadores en forma de sombrerete, como el presentado en fig. 1 han dado buenos resultados; para su fabricación deberá emplearse material resistente a la corrosión.
Fig. 1 Colador en forma de sombrerete para la tubería de succión con carga positiva.
Hay que vigilar la presión de carga, la cual se medirá directamente en la bomba. Tan pronto como se aprecie un descenso de la presión, deberá sacarse el colador para limpiarlo. El colador puede quitarse después de algunas semanas de servicio, cuando ya no haya que contar con que puedan existir suciedades dentro de las tuberías.
7.2.2. Válvulas en la tubería de succión o bien de carga
Las válvulas de cierre de la tubería de succión, o bien de carga solamente sirven para el cierre de la tubería. Durante el servicio deberán permanecer siempre completamente abiertos. Si dentro de la tubería de succión se monta una válvula de cierre, el husillo de la válvula siempre deberá estar en posición horizontal, o vertical hacia abajo, ya que en outro caso se daria lugar a la formación de bolsas de aire. Es conveniente el empleo de válvulas de compuerta con conexión para agua de cierre, o montar cámara de agua. Siempre es recomendable el montaje de una válvula de compuerta en la tubería de carga, a fin de que, al hacer un control de la bomba, pueda cerrarse la entrada del líquido. Cuando en la tubería de succión se há previsto el montaje de un colador provisto de válvula de pie, su colocación deberá efectuarse de manera que quede 0,5 m por debajo del nível de agua más bajo, y por lo menos aprox. 0,5m por encima del fondo, al objeto de que no pueda aspirarse ni aire, ni arena a fango.
7.2.3. Tubería de descarga
La tubería de descarga igualmente deberá colocarse sin codos pronunciados a cambios bruscos de diámetro, cuidando asimismo que no transmita ninguna tensión sobre la bomba. Deberá ir apoyada y sujeta en forma conveniente. Cuando se trate de tuberías para agua caliente, hay que prever junta de expansión adecuada. La velocidad de paso más favorable es aprox. 2.5 m/s. Cuando la presión de servicio sea de 10 atm o más, es necesario probar la tubería a una presión que sea 1,5 veces la presión de servicio; para presiones de servicio más bajas la presión de control há de ser de 5 atm por encima de la presión de servicio.
7.2.4. Válvulas en la tubería de descarga
Para cada bomba hay que prever una válvula de cierre en la tubería de descarga que habrá de colocarse lo más cerca posible de la bomba. Además de emplearse para el cierre de la tubería de descarga, también puede utilizarse para regular o estrangular el caudal, y evitar asi, en caso dado, una sobrecarga de la máquina de accionamiento. En las tuberías de descarga de mayor longitud, es necesario montar además un check, cuya misión es la de evitar que, cuando se produzca una parada repentina de la bomba, ello evite un retorno del líquido a la bomba, y al mismo tiempo para resguardar a la bomba de los golpes de ariete. El check se montará convenientemente entre la bomba y la válvula de cierre.
8. Montaje
8.1. Colocación de la bomba
Unicamente mediente un montaje correcto y adecuado se obtiene la garantia del funcionamiento sin averías del grupo. En outro caso hay que contar con fallas de la máquina, y con un desgaste prematuro de las partes interiores de la bomba. Por estos motivos deberán tenerse muy en cuenta los siguientes puntos:
- El grupo solamente deberá colocarse sobre la fundación bien graguada.
- Hay que nivelar la placa de fondo con el nível de burbuja, y suplementaria si fuera necesario.
- Controlar el cople, y corregir su alineación, si fuera necesario; lo más conveniente es el empleo de un dispositivo especial de nivelación, y cuando no exista, con auxilio de regla y calibre.
- Llenar la bancada y los agujeros de los pernos de anclaje con mortero de cemento rápido de la proporción 1:2. Hay que poner atención en que no queden cavidades sin rellenar.
- Cuando haya fraguado bien el mortero se apretarán los pernos de anclaje de forma uniforme y firme.
- Acoplar las tuberías a las bridas de la bomba, poniendo mucha atención a que no transmitan ninguna tensión. Cuando se trabaje a altas temperaturas hay que cuidar de que no puedan transmitirse a la bomba fuerzas de dilatación, producidas por el calor de las tuberías. En ningún caso las bombas han de servir de puntos de apoyo dentro del sistema de las tuberías.
- Después de efectuada la conexión de las tuberías, deberá repetirse el control del cople. Con el estopero sin empaquetar debe poder girarse el rotor con facilidad a mano, por la parte del acoplamiento.
- Antes de la primera puesta en servicio debe controlarse la dirección de giro de la máquina de accionamiento con la bomba desacoplada. Si la bomba llegara a funcionar, aunque sea por poco tiempo, con la dirección de giro cambiada, o con la bomba sin cebar, ello puede conducir a averías.
También para las pruebas de cierre rápido (turbo-bombas) es preciso desacoplar la bomba. Cuando nuestro suministro incluya la placa de base y el motor, es únicamente la bomba la que deja nivelada y enclavijada, con el motor sobre la bancada. No es posible fabricar la bancada con la rigidez suficiente, para que no pueda deformarse o torcerse durente el transporte, o al colocarla sobre una fundación que presente desigualdades. Por esta razón se prescinde de efectuar la fijación definitiva del motor, es preciso repetir la nivelación con el mayor esmero, para seguidamente enclavijar el motor con opresores.
Para poder alienar las flechas deberán acercarse la bomba y el motor de accionamiento, hastas dejarlos de forma que las dos mitades del cople queden a la distancia que se indica en el plano de colocación. A continuación podrá efectuarse la alineación con la regla y el calibre (fig. 4), o con auxilio de un dispositivo especial (fig. 5), que facilita una alineación exacta y rápida. Cuando se hace la alineación con auxilio de regla y calibre deberán ser las distancias a = a1, asi como b = b1; además de esto la distancia axial há de ser igual por todo el perímetro del acoplamiento.
Fig. 4 Alineación del cople mediante regla y calibre Fig. 5 Dispositivo de alineación del cople
Con el dispositivo presentado en la fig. 5 un cople quedará correctamente alineado, cuando entre las puntas de control así como en su tope axial, midiendo en cuatro planos, girados cada vez 90ºC con respecto al anterior, no exista un juego superior de 0,05mm, lo mismo en dirección axial que radial. Este control deberá repetirse después de conectar las tuberías.
8.3. Instrumentos de medición
Para la mejor vigilancia del servicio recomendamos equipar cada bomba con un manómetro, o bien un vacuómetro provisto de válvula sufucientemente grande, lo mismo en la brida de descarga que en la aspiración. Los manómetros y vacuómetros deberán montarse de manera que, a ser posible, no estén sometidos a ninguna trepidación. Su duración podrá prolongarse considerablemente, si no se les deja conectadas ininterrupidamente, es decir, sometidos siempre a presión, sino cuando se les conecta únicamente para hacer el control de la presión por medio de su válvula.
9. Puesta en servicio y parada
9.1. Puesta en servicio
Ya se controló la dirección de giro de la bomba. Ahora es preciso tener en cuenta los siguientes puntos:
- Antes de la primera puesta en servicio, o después de una parada prolongada hay que revisar la carga de grasa de los cojinetes y añadir grasa si fuera necasario. Contrólese el estado de los estoperos.
- Hay que cerrar completamente la válvula de la tubería de descarga y en cambio la de la tubería de succión se abrirá completament.
- Cuando se trabaje con carga se controlará la presión de la tubería de carga.
- Cebar la bomba completamente, y en caso dado igualmente la tubería de succión. Mientras se va cebando, se girará repetidas veces la flecha a mano, y se abrirá la válvula de aireación que existe en la carcasa de succión. La operación de cebado se realizará o bien por medio de una válvula ambudo, por el tanpón de lleando, o con auxilio de una bomba especial de alteración. En caso dado también puede efectuarse el llenado abriendo el dispositivo de circulación que se encuantra conectado al check. Para ello hay que poner atención, en que no se someta la válvula de pie y la tubería de aspiración a una presión excesiva.
- En caso dado se conectará el agua de refrigeración controlando su libre salida.
- Ahora es cuando por primera vez se hará funcionar por un momento la máquina de accionamiento, para volveria a parar inmediatamente. Esta operación se repetirá varias veces, y al hacerlo se observará la parada suave y uniforme de la máquina.
- Auméntese rápidamente la marcha de la máquina y obsérvese si se alcanza la presión final prevista para la bomba.
- Una vez conseguida la velocidad total de giro, se abrirá la válvula en la tubería de descarga. Deberá regularse el punto de trabajo, cuidando al hacerlo, que la presión final de la bomba no baje, para la velocidad de serviciofijada, más que al 90% de la presión normal, como máximo.
- Controlar los estoperos y los cojinetes, y en caso dado también la temperatura del agua de refrigeración. Cuando se trabaja con succión hay que controlar además la presión del agua de sello.
9.2. Parada
- Cerrar la válvula de la tubería de descarga.
- Parar la máquina de accionamento, y al hacerlo se observará la parada de la bomba.
- Cuando exista. se cerrará el agua de refrigeración.
10. Vigilancia durante el servicio y cuidados
10.1. Cuidados de la bomba
- La marcha de la bomba deberá ser tranquila y libre de trepidaciones.
- Deberá vigilarse la presión y temperatura de carga en la bomba, y el nível del líquido en el depósito de carga, o bien en el pozo.
- Deberá compararse constantemente la carga del grupo de máquinas, con los datos de servicio indicados en la placa de características, de acuerdo con la presión final de la bomba, o el consumo de energia elétrica del motor.
- Es preciso observar los estoperos, especialmente durante el período de trabajo.
- En las bombas con conexión para agua de refrigeración hay que observar la libre salida del agua de refrigeración. Contrólense las temperaturas.
Cuando existam grupos de reserva, es muy conveniente ir alternando las bombas una por una, empléandolas en servicio normal, al objeto de que quede garantizada su constante disposición para el servicio. Por lo demás es muy conveniente llevar un libro se servicio para la vigilancia de las bombas. Aparte de los datos correspondientes, relacionados con la máquina de accionamiento, se irán apuntando, el caudal de la bomba, la presión de carga, y la presión final, la velocidad de giro, y la temperatura de los cojinetes. También deberán anotarse las horas de la puesta en servicio y las paradas, a objeto de que en todo momento pueda sacarse el tiempo de servicio de la bomba. Asimismo podria reservarse un apartado para observaciones sobre trabajos de reparación, y para revisiones. De esta forma es posible en cualquier momento, formarse una idea clara del estado en que se encuentra la bomba. En las bombas que se han colocado sobre fundaciones nuevas, deberá controlarse de tiempo en tiempo la alineación del cople, para cerciorarse de que éste no há sufrido ninguna variación a causa de modificaciones de la fundación.
10.2. Cuidados del estopero
Las bombas se suministran con el estopero sin empaquetar, pero no obstante se incluye en el envio una empaquetura. El estopero solamente puede desempeñar su cometido correctamente, si há sido empaquetado con esmero, y su cuidado es reglamentario. Antes de proceder al empaquetado es necesario limpiar detenidamente el espacio de la empaquetadura, y la camisa del eje. la empaquetadura se cortará lisamente, con auxilio de un dispositivo como el que se presenta en fig. 6, al largo adecuado, de forma que enrollado alrededor del casquillo de protección del eje, tenga justamente el largo suficiente, para que se toquen levemente las superficies de corte oblícuas. Si los anillos de empaquetadura son demasiado largos, se formará un engrosamiento por la parte en que se encuentran los dos extremos, y si por el contrario son demasiado cortos, quedará una rendija entre los extremos. En cualquiera de los dos casos el prensaestopas no podrá hacer buen cierre. Si estopero está previsto para la conexión de agua de cierre, hay que montar, además de los anillos de prensaestopas, la jaula de cierre hidráulico. La posición de esta jaula de cierre hidráulico puede verse por la plaquita indicadora que va fijada sobre el prensaestopas.
Fig. 6 Dispositivo para cortar los anillos de la empaquetadura Fig. 7 Empaquetado del estopero
Las diferentes partes se destornillan, extraen o desmontan por el siguiente orden:
- Tapa del cojinete (361).
- Junta (400.3).
- Tuerca de la flecha (920.4).
- Carcasa del cojinete (350) con el rodamiento de bolas (320).
- Anillo contra salpicaduras (507).
- Brida de prensaestopas (452).
- Candado (932), anillo distanciador (504), casquillo distanciador (525.2), con su junta redonda de hule (412.2), casquillo protector de flecha (524.2) y la empaquetadura del estopero (461). Antes de continuar con el desmontaje deberán colocarse apoyos debajo de las carcasas intermedias (108), a fin de que no se caigan al quitarse la carcasa de descarga (107).
- Tuercas hexagonales (920.1) y tornillos de unión (905).
- Carcasa de descarga (107) con su junta redonda de hule (412.1) y el difusor del último paso (171.2).
- Impulsor (230), carcasa intermedia (108) con difusor (171.1), la junta (400.1) y el casquillo intermedio (521).
En este orden se realizará el desmontaje de los pasos hasta sacar el último impulsor. Si después de esto desean desmontarse las piezas que todavia permanecen unidas, esta labor deberá efectuarse con auxilio del plano en sección correspondiente (pág. 20 ó 21). Cuando se haya efectuado un desmontaje de las flechas, es convenientes hacer un control de su giro concéntrico. Cuando una flecha há quedado descentrada, no podrá nunca conseguirse un resultado de duración, si se trata de enderezarla a presión. Si después de un desmontaje se comprobara que es preciso enviar la bomba a nuestros talleres para su reparación, será necesario dejarla por lo menos en estado de montaje provisional, para su envio.
11.1.1. Desmontaje de la ejecución para agua caliente.
En las bombas con el estopero refrigerado, que son las correspondientes a la “ejecución para agua caliente” hay una carcasa de refrigeración (165) entre la carcasa de cojinete (350), y las carcasas de descarga y de aspiración (107). Estas carcasas al mismo tiempo sirven de estopero – y llevan juntas de hule redondas (412.1). El desmontaje de estas bombas se lleva a cabo en forma análoga a la descrita en el párrafo 5.1.
11.2. Montaje de las bombas
El montaje de la bomba se efectúa partiendo del lado de aspiración (lado de accionamiento). El turno a seguir para el montaje de las diferentes piezas es el siguiente:
- Pasar el casquillo protector de flecha (524.1) con el casquillo distanciador (525.1) y la junta de hule redonda (412.2) sobre la flecha. Colocar después el candado Truark (932.2).
- Cuando exista, se montará el anillo de cierre (458), a continuación la brida de prensaestopas (452) y anillo contra salpicaduras (507), pasándolos sobre los bujes ya colocados.
- Indroducir la flecha dentro de la carcasa de succión (106) que se habrá colocado sobre la boca (véase fig. 10).
- Atornillar la carcasa del cojinete (350.1) a la carcasa de succión.
- Montar el primer impulsor (230) sobre la flecha.
- Colocar el difusor del primer paso (171.1) y alinear la flecha con el centro del difusor (entrada) (fig. 8). En esta posición deberá hacerse una marca de control sobre el eje, a la altura del canto exterior de la carcasa cojinete (350.1) (véase fig. 10). Para efectuar la alineación se quitará el difusor ya colocado.
Fig. 8 Sección de un paso Fig. 9 Sección de un paso Tamaños 32 a 65 Tamaños 80 a 125
Fig. 10 a = Marca de control
- Montar el casquillo intermedio (521) la carcasa intermedio (521) la carcasa intermedia (108), con el difusor del primer paso (171.1), y la junta (400.1). El montaje de las demás piezas, incluido el último impulsor, se efectúa en la misma forma y por el orden correspondiente. Con mucho cuidado se irán adaptando las piezas, con auxilio de un mazo de madera o de goma. Las carcasas intermedias se irán suplementando en forma correspondiente (posición horizontal de la flecha).
- Colocar casquillo protector de flecha (524.1), con la junta de hule (412.2), el difusor del último paso (171.2) y la junta (412.1).
- Introducir los tornillos de unión (905) y apretar las tuercas (920.1) uniforme y firmemente en cruz.
- El montaje del resto de las piezas del lado final (lado de descarga) se realizará por el orden inverso al que se há llevado para el desmontaje. Los tornillos se apretarán uniformemente y en cruz. Con el rodamiento (320) apretado, la marca de control que se hizo (véase la indicación dada en el párrafo 6) deberá encontrarse en su posición original. Las diferencias que pudieran existir deberán salvarse con anillos distanciadores (504).
- Montaje del rodamiento (322) del lado de accionamiento, asi como la junta (400.3) la tapa del cojinete (360). La flecha ahora deberá poderse girar con facilidad a mano.
- Empaquetado del estopero (véase el párrafo 4.2). Después de hacer la conexión de las tuberías, deberá controlarse de nuevo el giro fácil del eje, al objeto de poder observar yeliminar a tiempo cualquier tensión que se haya originado.
11.2.1. Motaje de la “ejecución para agua caliente”
Para el montaje de la bomba provista de estopero refrigerado hay que poner atención en que entre la carcasa de cojinete (350) y las carcasas de succión y de presión (106, 107), cada vez va montada una tapa de refrigeración por agua (165) con su anillo de junta de hule redondo (412.3). El montaje se efectúa en forma análoga a la descrita en el párrafo 5.2.
12. Causas de averias y su eliminación
12.1. Caudal de impulsión reducido
Posibles causas: Remedio:
- Contrapresión excesiva Aumentar la velocidad de giro. Si por accionamento eléctrico esto no fuera posible, deberá considerarse el montaje de impulsores mayores, o la adición de más escalones. En cualquer caso favor de consultarnos.
- Cebado o aireación insuficientes de la bomba o de las tuberías.
Cebar de nuevo la bomba y las tuberías, y airearlas cuidadosamente. En caso necesario se cambiará el trazado de las tuberías, o se montarán válvulas o tuberías de aireación.
- La presión de carga es excesiva.
Controlar la presión de carga. Cuando no sea factible ningún cambio en la instalación, deberán considerarse las medidas indicadas en el párrafo
12.4. La bomba
- Los tornillos de unión no están bien apretados.
Parar la bomba y dejarla sin presión, y una vez que se haya enfriado se apretarán por igual los tornillos.
- Están estropeadas las juntas.
Si no se consigue mejoria apretando, se montará juntas nuevas.
12.5. El estopero no hace buen cierre
- La empaquetadura está desgastada, no es la edecuada, o está mal empaquetada.
Efectuar de nuevo el empaquetado del prensaestopas, teniendo en cuenta las instruciones que se dan en la página 10 para esta operación.
- La camisa de la flecha tiene estrías ocasionadas por un apretado excesivo o torcido del prensaestopas, o bien por desgaste natural.
Será preciso rectificar o cambiar la camisa del eje. Después de empaquetar se apretará el prensaestopas, con cuidado y uniformemente.
- El agua de refrigeración es escasa, o están sucias las cámaras de refrigeración.
Limpiar a fondo las superficies de refrigeración, después de desmontar la carcasa de enfriamento. Procurar que se disponga de agua de refrigeración abundante y limpia.
- La marcha de la bomba es intranquila, es decir que golpea la flecha.
Si el giro de la flecha es intranquila, no hay empaquetadura que dure con buen cierre. Primeramente se controlarán los rodamientos, y si es preciso se montarán rodamientos nuevos. Si no se consigue mejoria se abrirá la bomba, se controlará el giro concéntrico de la flecha, y se equilibrará todo el rotor. Al volver a montar la bomba deberán tenerse en cuenta las instrucciones dadas al respecto en la página 12.
12.6. Temperatura demasiado alta de cojinetes
- El grupo está mal nivelado. Controlar la alineación del cople (téngase en cuenta lo dicho en el párrafo 2.2).
- La bomba está sometida a tensiones por las tuberías.
Tratar de conseguir una conexión libre de tensiones de la tubería, si fuera necesario cambiado el trazado de la misma. Corregir la nivelación del grupo.
- No se há tenido en cuenta la distancia correcta entre las dos mitades del cople.
Corrijase la distancia dentro del cople (las medidas están indicadas en el plano de fundación).
- Falta de grasa, o la grasa que se emplea no es la adecuada.
Reposición de la carga de grasa. En caso dado se cambiará el tipo de grasa (véase el párrafo 4.3).
13. Conservación de la bomba
Cuando resulte necesario parar la bomba por un tiempo prolongado, deberá preparársela para ello en la forma adecuada. La bomba se desarma completamente, se limpian y secan bien todas las piezas. Después de volverla a montar (véase página 12), es conveniente tapar las bocas de descarga y aspiración mediante tapas de madera, a objeto de que no puedan penetrar cuerpos extraños dentro de la bomba. De la misma forma deberán cerrarse todas las conexiones abiertas del agua de refrigeración. Las partes pulidas de la bomba montada, que quedan expuestas a la atmósfera, se pintarán con una buena laca anticorrosiva, o bien se untarán de grasa o aceite abúndante. Si resultara necesario enviar la bomba a nuestros talleres para su reparación, hay que vaciarla bien previamente, y antes de su envio se cerrarán todas las conexiones de tubería y bridas – como se há descrito antes. Para el envío de la bomba siempre deberá ir montada, ya que en outro caso se prejudicarían las superfícies de junta de las diferentes piezas.
14. Piezas de recambio
Es muy conveniente disponer siempre en almacén de las siguientes piezas:
1 juego de difusores piezas 171.1 y 171. 1 juego de rodamientos piezas 320, 321 y 322 1 juego de anillos de la carcaza pieza 502 (sólo existe en los tamaños desde WKL 50) 1 juego de juntas pieza 400. 2 juntas redondas de hule pieza 412.3 (sólo existe en la ejecución para agua caliente) 1 junta redonda de hule pieza 412. 2 empaquetaduras de estopero (compl.) pieza 461
En caso dado se recomienda también tener un almacén:
1 rotor completo compuesto de: flecha con cuñas pieza 210 1 juego de impulsores pieza 230 2 casquillos distanciadores pieza 525.1. 1 juego de casquillo intermedio pieza 521 2 casquillo protector de flecha piezas 524.1 y 524. 2 juntas redondas de hule piezas 412.
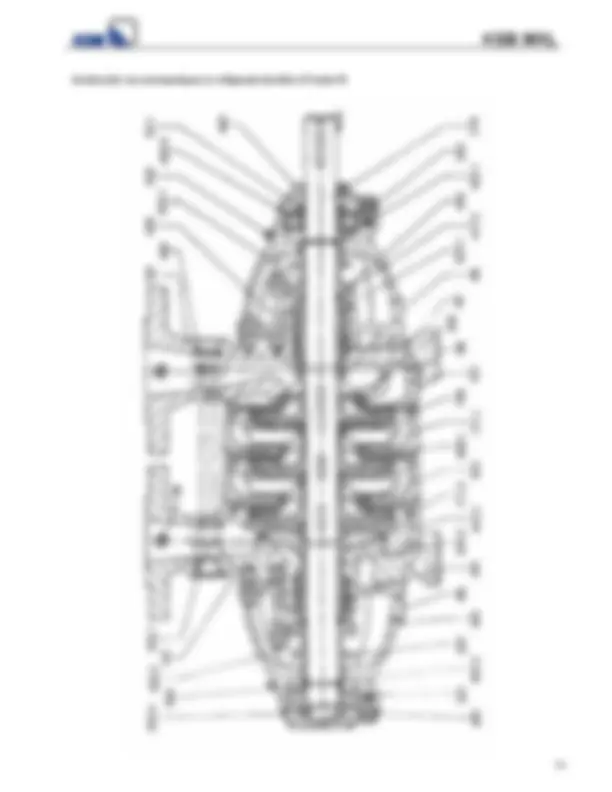
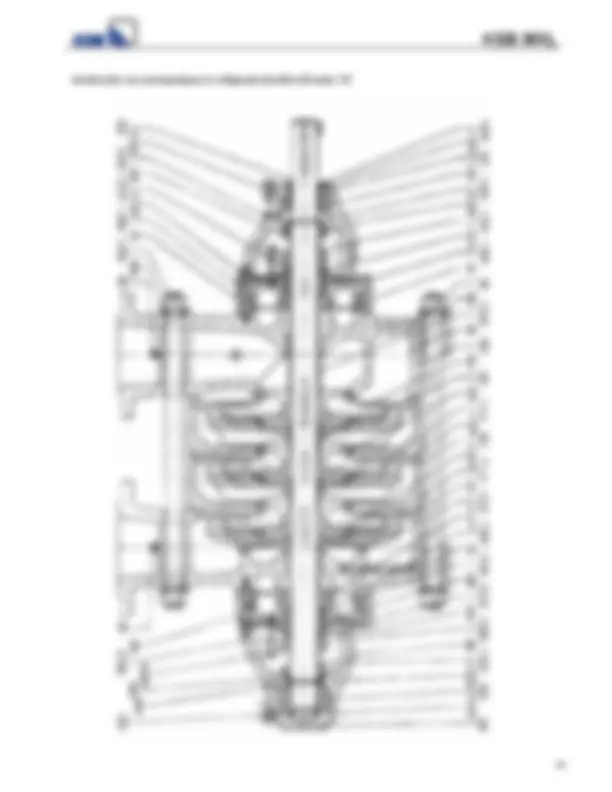
Al hacer su pedido de refacciones deberán indicar sin falta: 1º El número de fabricación de la máquina (véase la placa de características). 2º Número de la pieza y denominación exacta de acuerdo con las planos en sección en la página 20 ó 21.
Ejecución con pensaestopas refrigera Lista de partes
Parte nº Denominación Parte nº Denominación 106 Carcasa de succión 524.2 Casquillo protector de flecha / lado presión 107 Carcasa de presión 525.1 Casquillo distanciador 108 Tazón 525.2 Casquillo distanciador (WKL 100 y 125) 165 Tapa para cámara de enfriamento 524.4 1)^ Casquillo distanciador (WKL 100 y 125) 171.1 Difusor 550 Disco 171.2 Difusor, última etapa 636 Niple para engrane 210 Flecha 901.1 Tornillo hexagonal 230 Impulsor 902.1.2 Birlo 320 Rodamiento de contacto angular 903.2/.4 Tapón roscado 321 Rodamiento rígido de bolas 905 Tornillo de unión 322 Rodamientos de rodillos cilíndricos 920.1-.3 Tuerca hexagonal 350.1 Carcasa de cojinete / lado succión 920.4 Tuerca de flecha 350.2 Carcasa de cojinete / lado presión 932.1/.2 Candado truarck 360 Tapa de cojinete 940.1 Cuña 361 Tapa de cojinete final 940.2 1)^ Cuña 400.1-.5 Junta plana 940.3-.6 Cuña (.5 queda eliminada con la WKL 125) 411.2/.4 Anillo de junta 1 M Manómetro 412.1-.4 Anillo “O” 3 M Manómetro – vacuómetro 422.1/2 Anillo de fieltro (WKL 125) 6 B Vaciado del líquido de elevación 452 Brida de prensaestopas 6 D Llenado del líquido de elevación y desaireación 458 Anillo de cierre hidráulico 7 A Salida del líquido de refrigeración 461 Empaquetadura 7 E Entrada del líquido de refregeración 500.1/.2 Anillo (WKL 125) 8 B Salida del líquido de fugas 502 Anillo de desgaste / carcasa 10 A Salida del líquido de cierre 504.1/.2 Anillo distanciador 10 E Entrada del líquido de cierre 507 Anillo contra salpicaduras 521 Casquillo intermedio 52-1 Casquillo tensor 524.1 Casquillo protector de flecha / lado succión 1)^ No se encuentran en los esquemas
http://www.hidroterm.com.ve